PW35 F5-E
| Изображение |
Описание |
 |
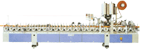
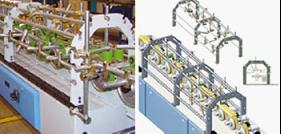
Станок окутывающий
Unimak (Турция)
Предназначен для облицовывания бумажными покрытиями и натуральным шпоном профильных деталей из массивной древесины, МДФ, ДСП с использованием термоплавкого ЭВА клея.
• Покрываемые Материалы: МДФ, Массив дерева, Рамы и Наличники
• Используемые Пленки: Шпон, ПП, Бумага (Финиш пленка), CPL (ламинатин)
• Используемые Виды Клея: термоплавкие ЭВА, Полиолефин (APAO)
• Скорость покрытия:
15 - 30 м/мин (рамы)
30 - 40 м/мин (наличники)
50 - 60 м/мин (мебельный профиль)
80 - 100 м/мин (плинтуса)
КОНСТРУКТИВНЫЕ ОСОБЕННОСТИ
 |
Моноблочный корпус станины.
Цельный 5-ти метровый корпус станины коробчатой формы обеспечивает жесткость конструкции станка и виброустойчивость, что позволяет производить облицовывание с высоким качеством. По заказу длина корпуса может быть увеличена.
|
 |
Регулируемый привод подачи.
Привод подачи осуществляется с помощью электродвигателя и редуктора. Скорость подачи регулируется частотным преобразователем бесступенчато в зависимости от материала обрабатываемых заготовок и облицовочного материала. Обеспечивается надежное и высококачественное приклеивание облицовочного материала на профильные поверхности заготовок.
|
 |
Подающие регулируемые блоки тяги.
Подающие блоки тяги в количестве 20 на станок состоят каждый из двух роликов с покрытием диаметром 200 мм и шириной 15 мм и равномерно распределены по всей длине станины. Ролики имеют возможность регулировки в зависимости от ширины заготовки. Привод каждого ролика осуществляется с помощью червячного редуктора, что обеспечивает равномерное, без рывков и заеданий перемещение заготовок в процессе облицовки.
|
 |
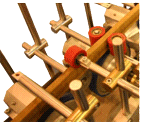
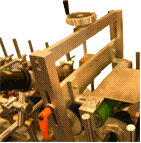
Верхние и боковые обкаточные ролики.
Со станком поставляются 122 шт. Прижимных роликов. На трех плоскостях: 45 (синие), 60 (зеленые) и 80 (красные). Ролики обеспечивают надежный прижим облицовываемого материала к профильной заготовке. Верхние и боковые ролики имеют возможность настройки по высоте, ширине и пол углом в зависимости профиля обрабатываемых заготовок. Настройка обеспечивается перемещением осей с роликами в цанговых зажимах, которые позволяют зафиксировать каждый ролик после настройки. Время наладки на один профиль, в зависимости от геометрии, от 30 до 60 мин.
|
 |
Узел очистки от пыли.
Предназначен для очистки поступающих заготовок от пыли с помощью щеток, с целью получения чистой поверхности перед приклеиванием облицовочного материала. Установленные на станка 3 узла очистки (верхний и два боковых) имеют индивидуальный привод и снащены патрубками для системы аспирации.
|
 |
Узел предварительного нагрева заготовки.
Узел нагрева поверхности профилированной заготовки с 3-х сторон позволяет предварительно перед приклеиванием приблизить температуру заготовки к температуре клея на облицовочном материале во избежание деформаций. Позволяет получать высокое качество облицованной поверхности.
|
 |
Лоток для полосового материала.
Для подачи на профилированные заготовки полосового облицовочного материала на станке имеется специальный лоток. Лоток обеспечивает надежное расположение полосового материала перед обработкой и удобство работы с ним, что позволяет окутывать заготовки с высоким качеством.
|
 |
Размоточная станция для рулонных материалов.
Размоточная станция для рулонных материалов с внутренней пневматической фиксацией рулона, пневматическим тормозом и системой быстрой регулировки в поперечном направлении обеспечивает ускорение процесса замены рулона, позволяет тонко контролировать натяжение облицовочного материала, а также оперативно регулировать направление его подачи.
|
 |
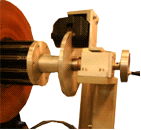
Быстрая регулировка первого ролика.
Система быстрой регулировки по высоте первого прижимного ролика относительно заготовки с помощью маховика с рукояткой обеспечивает удобство переналадки станки на другой типоразмер обрабатываемых заготовок.
|
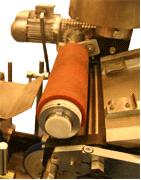 |
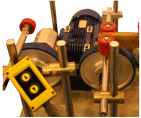
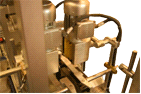
Система аппликации.
Система аппликации предназначена для нанесения клея на поверхность облицовочного материала и состоит из ролика-аппликатора и контр-ролика с пневматическим прижимом. Для прикатывания пленки и шпона к гофрированному ролику. Прижатие ролика срабатываетавтоматически при наличии пленки и профиля под оптическими сенсорами. Регулировка толщины наносимого клея осуществляется с помощью эксцентриковых валов. Обеспечивается ширина обработки до 350 мм.
|
 |
Плавильный клеевой бак.
Клеевой бак большой ёмкости 20 литров обеспечивает продолжительную работу станка. В баке осуществляется расплав гранул клея до состояния, необходимого для непрерывного поступления расплавленного клея в систему аппликации.
при работе на станке используется гранулированный EVA клей-расплав;
двухуровневыйконтроль температуры для предварительного подогрева и плавления клея;
регуляторы температуры для каждой зоны подогрева;
ручная установка толщины нанесения клея
|
 |
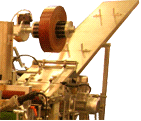
Воздухонагреватели с центральным вентилятором.
Для обеспечения высококачественного приклеивания облицовочного материала к профильной поверхности заготовок поставляются 6 воздушных нагревателя. Подача воздуха производится от центрального вентилятора. Фены согревают пленку, профиль и реактивируют клей на загибах.
|
 |
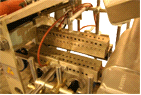
Пульт управления станка.
Эргономичный пульт управления на стойке обеспечивает удобство обслуживания и управления станком. Станок укомплектован системой аварийной остановки вдоль всей длины.
|
 |
Вариант получаемых изделий |
Сменный каркас (кассета)

|
 |
|
Параметр
|
Значение
|
|
Минимальная ширина пленки/профиля, мм
|
30
|
|
Максимальная ширина пленки/профиля, мм
|
350
|
|
Максимальная высота профиля, мм
|
110
|
|
Минимальная длина профиля, мм
|
500
|
|
Максимальная корость ламинации, (бесступенчатая), м/мин
|
0 ÷ 36
|
|
Общая установленная мощность, кВт
|
35
|
|
Напряжение, В
|
380
|
|
Рабочая высота, мм
|
900
|
|
Эффективная рабочая длина, мм
|
5000
|
Верхняя щетка (узел очистки):
- - количество, шт.
- - мощност. кВт
- - частота вращение, об/ мин
- - размеры, мм
- - диаметр трубки для вытяжки, мм
|
|
Боковая щетка (узел очистки):
- - количество, шт.
- - мощност. кВт
- - частота вращение, об/ мин
- - размеры, мм
- - диаметр трубки для вытяжки, мм
|
|
|
Габаритные размеры Ш*Д*В, мм
|
1350*5500*1850
|
|
Масса, кг
|
2200
|
|
|