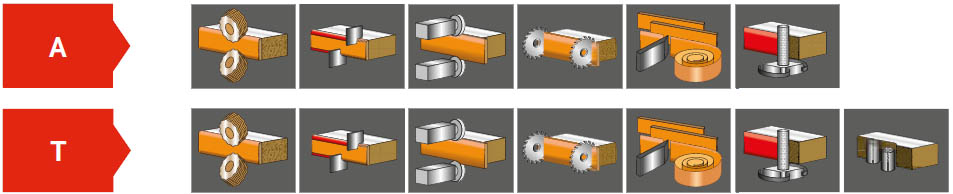
Односторонний автоматический кромкооблицовочный станок Olimpic K230 предназначен для приклеивания кромки на прямолинейные щитовые детали с четырех сторон. Приклеивание осуществляется с помощью клея-расплава в форме гранул. Станок выпускается в двух базовых комплектациях:
– комплектация «А» – без узла предварительного фугования;
– комплектация «Т» – с узлом предварительного фугования.
Базовая комплектация:
– пульт управления со стороны подачи заготовок;
– стальная моноблочная станина повышенной устойчивости и жесткости, гарантирующая сохранение рабочих настроек в течение всего срока эксплуатации;
– верхний прижим в виде стальной балки с двумя рядами обрезиненных роликов, установ-ленных на подшипниках;
– ручная регулировка прижимной балки по высоте расположена на входе в станок и оснащена механическим цифровым индикатором (счетчиком);
– фиксированная роликовая опора по всей длине станка (выдвижная – опционально);
– централизованный аспирационный канал для отвода стружки от обрабатывающих узлов;
– защитный кожух с прозрачными вставками;
– электрический шкаф расположен внутри станины и имеет дверцу для легкого доступа при осуществлении работ по техническому обслуживанию.
ЭЛЕКТРОННОЕ УПРАВЛЕНИЕ
Пульт управления Orion One Plus расположен на входе в станок и включает в себя ЖК-дисплей с алфавитно-цифровыми клавишами.
Клавиатура с сенсорными клавишами и светодиодной подсветкой для выбора узлов обработки и функций станка. Система обеспечивает:
– отображение и настройку температуры клея;
– простую диагностику и поиск решений для возможных сбоев;
– отображение частичных и абсолютных статистических показателей: количество деталей, израсходованной кромки, наработка станка и т. д.
СИСТЕМА ПОДАЧИ
Подающая конвейерная лента Megaline (патент SCM) выполнена из полиуретана и усилена стальными тросами изнутри, что гарантирует высокую прочность и долговечность.
Верхний полиуретановый слой с высоким коэффициентом сцепления обеспечивает оптимальную фиксацию деталей. Линейное, без рывков движение благодаря внутренней зубчатой поверхности подающей ленты.
Обслуживание не требуется.
РАБОЧИЕ УЗЛЫ
УЗЕЛ ПРЕДВАРИТЕЛЬНОГО ФУГОВАНИЯ «RT-V» (комплектация «Т»)
Обеспечивает фрезерование торцов плит для получения идеальной поверхности для нанесения клея, позволяя добиться безукоризненной линии стыка (шва) между плитой и кромкой.
– Два высокочастотных двигателя мощностью 1,5 кВт каждый. Работа двигателей синхронизирована, чтобы избежать сколов на выходе из детали.
– Аспирационные патрубки на каждом инструменте.
– Синхронизированный обдув торцов плит (деталей).
– Регулируемая величина съема с настройкой линейки на входе при помощи круглой ручки с механическим цифровым индикатором (макисмальный размер 3 мм).
– Регулировка двигателей по высоте позволяет изменять положения фрез относительно точки обработки.
– В базовой комплектации узел оснащен алмазным инструментом Ø100×49 мм (Z 2+2).
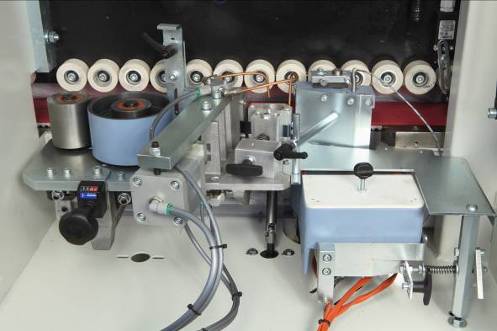
КЛЕЕВОЙ УЗЕЛ, УЗЕЛ ПОДАЧИ И ПРИКАТКИ КРОМОЧНОГО МАТЕРИАЛА «VC-V1»
Автоматическое приклеивание при помощи клея-расплава кромки в рулонах (полосовой кромки – опционально) на щитовые детали
Клеевая ванна:
– специальное антиадгезионное покрытие клеевой ванны для ее быстрой очистки и легкой смены клея;
– клеенаносящий ролик со специальной поверхностью для равномерного и оптимального распределения клея;
– цифровой термостат для регулировки температуры клея;
– автоматическое снижение температуры клея во время временного простоя/остановки станка;
– регулировка количества наносимого клея.
Загрузка кромки:
– узел автоматического предварительного торцевания кромки в рулонах;
– дисковый держатель кромки.
Прижимные ролики:
– 2 шт., неприводные; 1-й ролик – большого диаметра с тефлоновым покрытием, 2-й ролик – гладкий стальной;
– механическая регулировка прижимных роликов с цифровым механическим индикатором для регулировки положения в зависимости от толщины наклеиваемой кромки.
ТОРЦОВОЧНЫЙ УЗЕЛ «К-2»
Выполняет торцевание передних и задних свесов кромки.
Данный торцовочный узел с возможностью радиусной обработки (возможность обработки углов без специального обгонного узла).
– 2 высокочастотных двигателя;
– автоматический поворот торцовочных дисков с пульта управления;
– двигатели движутся без люфтов по призматическим линейным направляющим;
– копиры для точного позиционирования инструмента по отношения к точке обработки.
ФРЕЗЕРНЫЙ УЗЕЛ ДЛЯ СНЯТИЯ СВЕСОВ «R-K»
Данный узел предназначен для удаления верхнего и нижнего свеса кромочного материала.
– 2 высокочастотных двигателя;
– копиры для точного позиционирования инструмента по отношения к точке обработки: вертикальные дисковые копиры и передние плоские копиры;
– круглые ручки для настройки положения с механическими цифровыми индикаторами
– ручной отвод узла;
– узел укомплектован комбинированными фрезами (R=2 мм) для работы с 3-я типами различного кромочного материала: тонким, толстым и полосовым.
Тонкий Толстый Полосовой
ПОЛИРОВАЛЬНЫЙ УЗЕЛ «SP-V»
– с двумя независимыми агрегатами для очистки и полировки кромки.
Агрегаты могут регулироваться по вертикали и углу наклона для настройки оптимального режима очистки/полировки.
ЦИКЛЕВОЧНЫЙ УЗЕЛ «RAS-V»
Узел устраняет кинематическую волну после обработки фрезой.
– дисковые копиры для точного позиционирования инструмента;
– пневматический отвод узла;
– круглые ручки для настройки положения с механическими цифровыми индикаторами;
– аспирационные патрубки и отсек с фильтром для сбора длинной стружки;
– узел комплектуется парой ножей (R=2);
– минимальная толщина щитовых деталей – 12 мм.