Односторонний станок для каширования KL-1400-P BARBERAN
| Изображение |
Описание |
 |
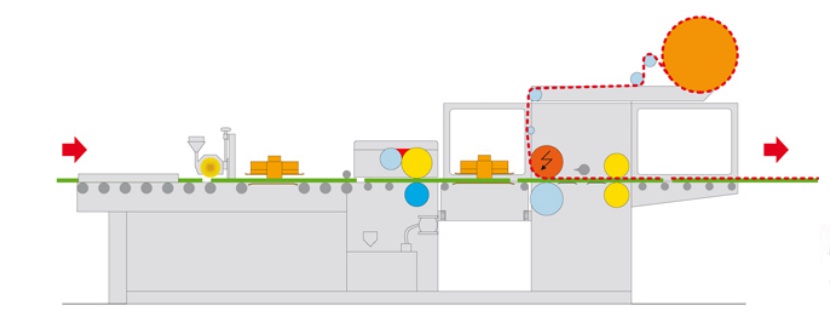
Кашировальный станок для работы с бумажной пленкой, пленкой ПВХ или CPL с нанесением клея ПВА на панель.
Станок состоит из роликового конвейера с верхней четкой для очистки от пыли, 2 ИК экранов нагрева, прижимного каландра с размоточным устройством и клеенаносящего узла.
Несколько направляющих с симметричным открыванием и числовым считыванием данных на входе в станок предназначены для ввода панели в станок. Между направляющими установлена нейлоновая щетка, которая вращается в противоположном направлении и выполняет очистку верхней поверхности панели с вытяжкой через 2 верхних выхода, которые должны быть подсоединены к общей сети вытяжки. Поднятие щетки выполняется вручную с аналоговым считыванием данных.
За щеткой установлен горизонтальный экран с ИК лампами для нагрева поверхности панели. Экраны с алюминиевыми отражателями и коротковолновыми ИК лампами мгновенного действия расположены по диагонали. В верхней части экранов установлены вентиляторы для охлаждения воздуха. Включены также переключатель двух значений мощности и два суппорта с изменяемой высотой.
Узел нанесения клея оборудован гладким резиновым валом. Дозирующий вал в независимым двигателем с аналоговым считыванием данных для контроля количества клея.
Поднятие головки и расстояние между валом нанесения и валом дозирования выполняются с помощью десятичного счетчика с маховиками. Пневматический насос подает клей в распределительную головку. Установлена аварийная остановка на случай прохода более толстых панелей. Верхняя решетка для защиты оператора. Очистка валов происходит в движении с открытой дверцей, что позволяет их вращение только с промежутком 25мм при полном разведении.
Непрерывный реечный конвейер на выходе из узла распределения. Он смещается вбок для облегчения обслуживания, включает горизонтальный ИК экран для испарения.
Размоточная станция для пленки расположена в верхней части каландра и оборудована валом, на который размещается бобина с возможностью центрирования с помощью двух боковых конусов для фиксирования. Станция оборудована регулируемой системой тормоза для натяжения пленки и устройством для регулирования бокового смещения пленки во время нанесения.
Вал-банан для растягивания пленки перед каландром для избежания смятия пленки на панели. Каландр включает набор металлических прижимных и контр прижимных валов большого диаметра. Верхний вал нагревается с помощью электрических элементов на масляной ванне, соединенных с расширительным бачком с помощью вращательного соединения, вал регулируется по толщине панели с помощью моторизированного шпинделя с контролем высоты с помощью числового считыванием данных. Валы приводятся с помощью двигателя с цепной трансмиссией, скорость подачи контролируется инвертером с цифровым считыванием.
Вращательный разрез между панелями после прижимных валов. Двигатель синхронизирован с прижимными валами. Перед отрезом установлен пневматический прижимной валы с моторизированным подъемом для натяжения пленки. Сенсор интервала между панелями подает сигнал и лезвие начинает вращатся на 360°, разрезая пленку между панелями.
Одновременно, для обеспечения выполнения отреза, лезвие передвигается в сторону (макс. толщина пленки: CPL 0,20 мм, или ПВХ 0.15 мм). Материалы клиента должны сначала быть протестированы в лаборатории. Несколько свободных роликов для выхода панели после разделительного реза.
Электрошкаф укомплектован всеми элементами для контроля рабочих групп установки, главным выключателем, инвертерами, термическими реле для всех двигателей транспортеров и валов, ПЛК с цифровым дисплеем и проводкой для контроля отдельных устройств кашировального станка (клавиатуры и панели управления для контроля скорости каждого отдельного узла и скорости подачи, кнопок запуска и остановки для каждого узла и группы нагрева, дисплея мощности нагрева, контроля разделительного реза, программы автоматического запуска/остановки и т.д.), а также аварийной остановки всей линии в соответствии со стандартами ЕС. |
 |
|
Параметр
|
Значение
|
|
Общая длина станка, в мм
|
4430
|
|
Номинальная ширина, в мм
|
1400
|
|
Ширина прохода, в мм
|
1310
|
|
Рабочая высота, в мм
|
1000
|
|
Максимальная ширина катушки, в мм
|
1350
|
|
Максимальный диаметр катушки (катушек), в мм
|
600
|
|
Минимальная длина заготовки (в случае коротких заготовок, консультируйтесь с техническими специалистами), в мм
|
1200
|
|
Минимальная/максимальная толщина, в мм
|
3 ÷ 50
|
|
Высота прохода, в мм
|
80
|
|
Скорость подачи, контролируемая инвертером, в м/мин
|
4 ÷ 24
|
|
Требуемое давление воздуха, в барах
|
6 ÷ 8
|
|
Требуемый объем удаляемого воздуха, в м3/час
|
2400
|
|
Контрольная сторона:
правая
левая
|
= 0
= 1 0
|
|
Электрические соединения Вольт/Гц/фаза/нейтральн/заземление
|
400 / 50 / 3+1+1
|
|
Кол-во щеток и их диаметр, в мм
|
1x 180
|
|
Мощность двигателя щеток, в кВт
|
0,55
|
|
Кол-во и диаметр вытяжных фартуков, в мм
|
2x 120
|
|
Диаметр вала нанесения, в мм
|
245
|
|
Диаметр дозирующего вала, в мм
|
174
|
|
Диаметр прикатывающих валов, в мм
|
238 + 150
|
|
Мощность двигателя вала нанесения, в кВт
|
0,75
|
|
Мощность двигателя вала дозирования, в кВт
|
0,37
|
|
Скорость вала дозирования, в м/мин
|
1 ÷ 6
|
|
Мощность ИК ламп (нагрев основы), в кВт
|
24x 1
|
|
Мощность двигателя подъема головки, в кВт
|
2x 0,18
|
|
Мощность двигателя прикатывающих валов, в кВт
|
1,5 + 0,75
|
|
Мощность элементов электронагрева, в кВт
|
1x 7
|
|
Мощность двигателя/ей конвейера, в кВт
|
0,4 + 0,75
|
|
Мощность импеллера вращательного реза, в кВт
|
0,4
|
|
Общая мощность, в кВт
|
39
|
|
|