Высокоскоростной автоматический станок нового поколения для облицовывания прямолинейных кромок плитных материалов рулонными кромками АБС, ПВХ и полосовым кромочным материалом толщиной до 3 мм.
Идеально подходит для применения на предприятиях по производству корпусной мебели (офисная, кухонные наборы, шкафы-купе, мебель для гостиных и прихожих, а также эксклюзивная мебель, изготавливаемая по индивидуальным заказам).

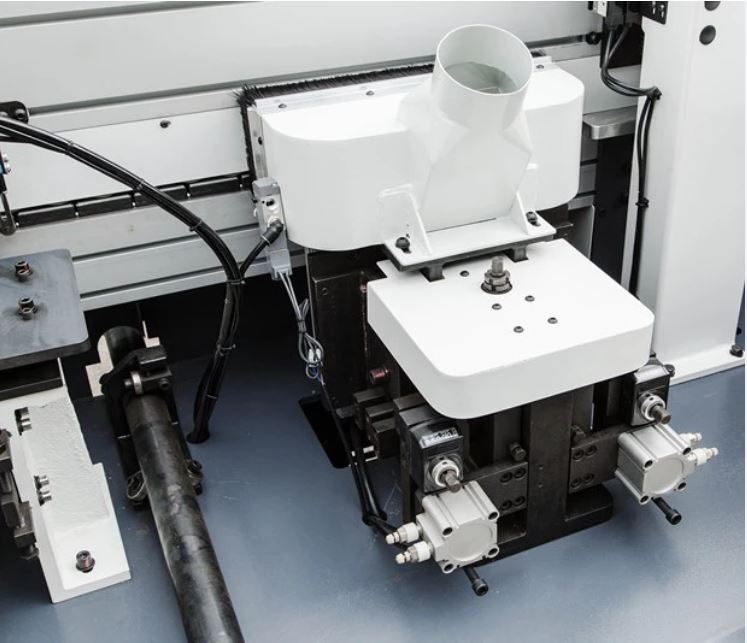
1. Узел предварительного фрезерования (ПРИФУГОВКА)
Предназначен для устранения дефектов раскроя (микро-сколов ламината, ступеньки от подрезной пилы, расширения, эффект «банана» на деталях более 1,5 метров),
гарантирует идеальную перпендикулярную и прямолинейную геометрию поверхности торца детали.
Две фрезы с алмазными ножами диаметр Ø125 мм высотой 43 мм Ø30 мм, Z3+3
(опционально 65 мм)
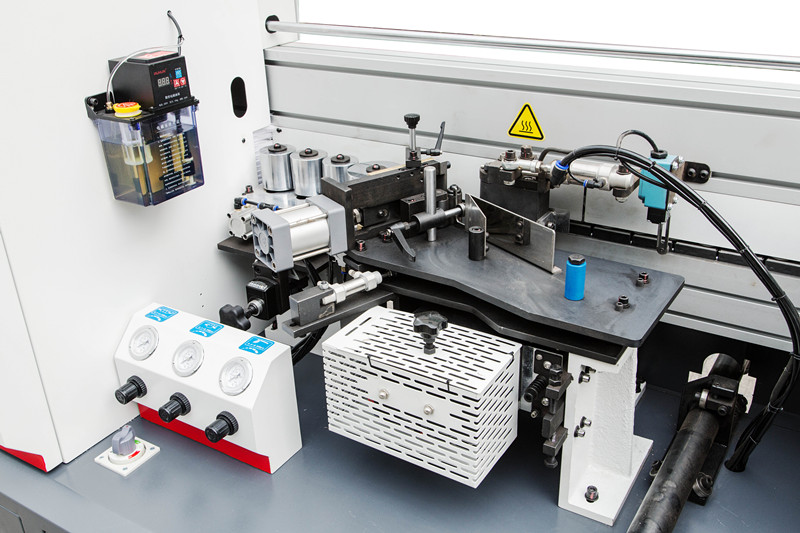
2. Клеевой узел
- Традиционный способ добавления клея в клеевой бачек, который расположен ниже относительно клеенаносящего вала.
- Клеевой бачок имеет тефлоновое покрытие, которое предотвращает пригорание клея к стенкам бачка. Бачок емкостью около 5 л предназначен для горячего клей-расплава EVA.
- Чувствительная регулировка подачи клея толщиной до 0,5 мм позволяет обеспечить рациональное использование клея. Плавная подача кромочного материала в зону нанесения клея.
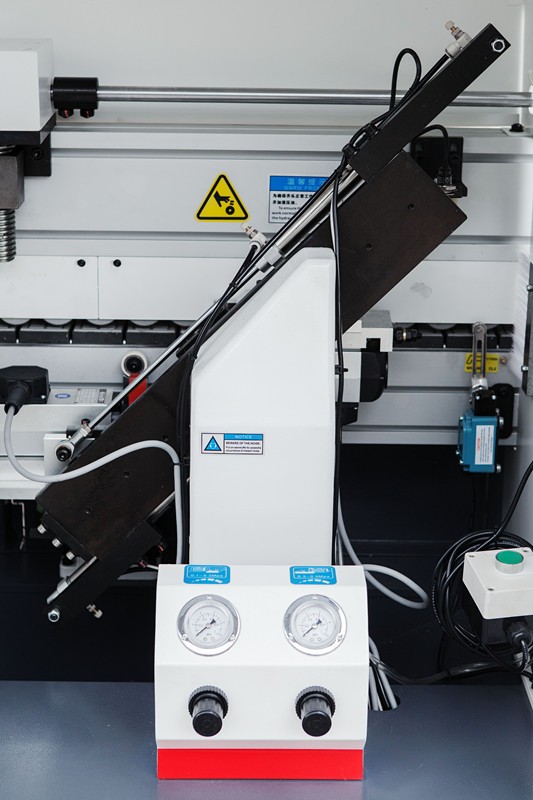
3. Торцовочный узел
- Линейная направляющая расположена под углом 45 градусов.
- 2 двигателя мощностью 0,35 кВт, частота 200 Гц, скоростью вращения 12 000 об/мин;
- 2 пилы 115 х 3 х 22 мм, 24Z;
- Независимый пылезащитный кожух на каждом агрегате.
- Cистема автоматической смазки направляющих.
4. Узел чернового фрезерования верхних и нижних свесов заготовки
- Узел фрезерования свесов с 2-мя двигателями 0,55 кВт, частота 200 Гц, 12 000 об./мин
- На каждом двигателе установлены фрезы R2
5. Узел чистового фрезерования верхних и нижних свесов заготовки
- Узел фрезерования свесов с 2-мя двигателями 0,55 кВт, частота 200 Гц, 12 000 об./мин
- На каждом двигателе установлены фрезы R2
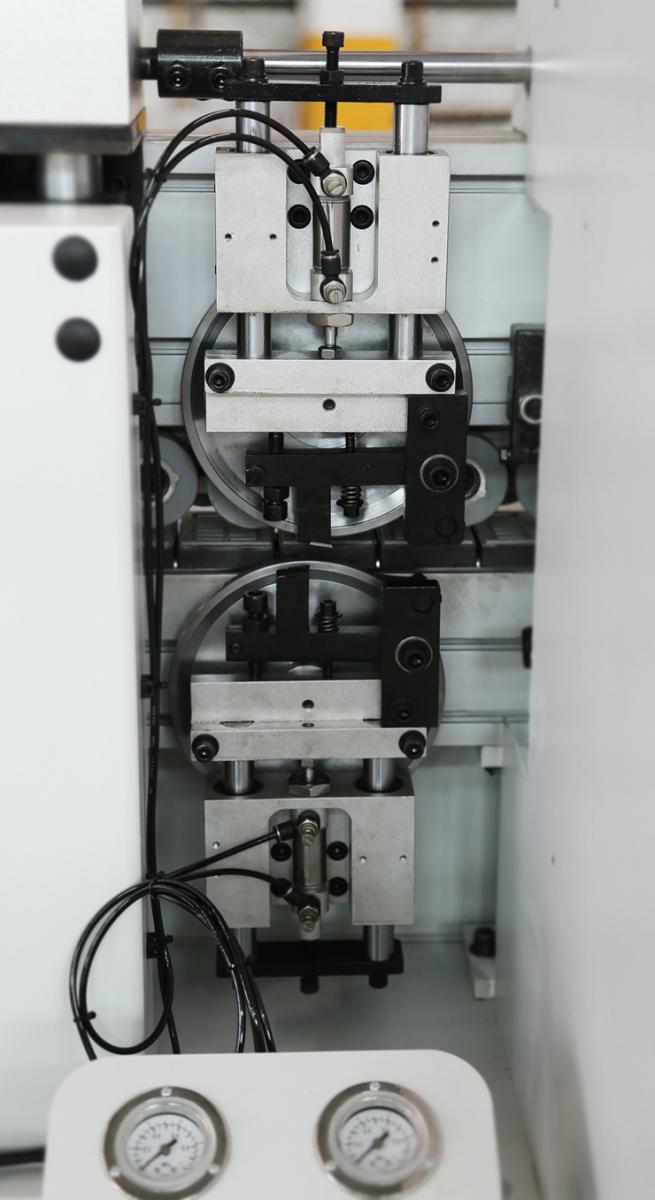
6. Узел радиусной циклевки
Предназначен для удаления микроволны на обработанной радиусной поверхности кромки после узлов фрезерования. На каждом двигателе ножи радиусом R2.
Назначение узла - снятие статической волны после фрезерного узла. Фактически после фрезерного узла фрезерованная поверхность кромки остаётся не совсем гладкой, с микрозазубринами. Они снимаются циклевочным узлом и формируют гладкую поверхность скругленной кромки. Узел циклевания оснащен пневмоприводом для быстрой переналадки с одного размера толщины кромки (0,4 мм.) на другой размер (2 мм.).
Система аспирации эффективно убирает стружку из зоны обработки. Чистое пространство в фрезерном узле обеспечивает высокое качество обработки.
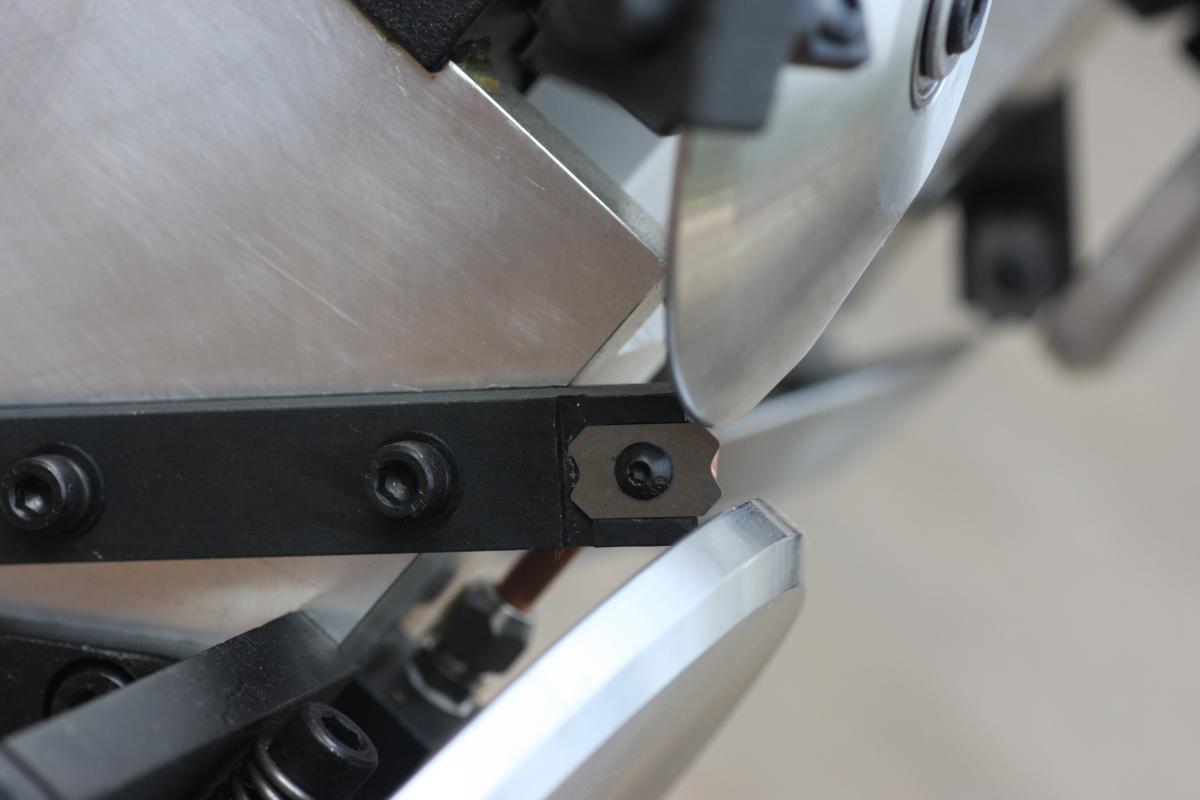
7. Скреперный узел (плоские цикли)
Узел прямого циклевания оснащен двумя твердосплавными прямыми ножами (клеевая цикля), которые осуществляют обработку кромки в стыках с деталью. Это операция удаляет излишки клея и микронеровности на швах в местах приклеивания кромки к детали.
 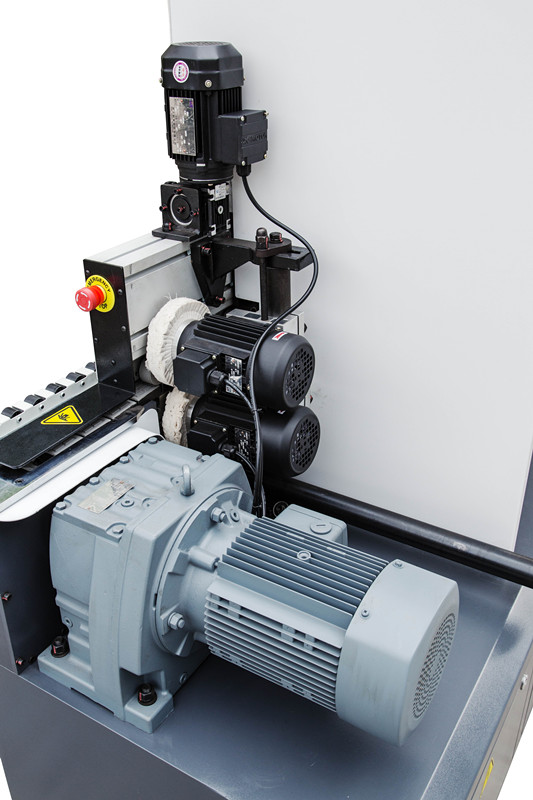
8. Узел полировки
Узел полировки с кругами из двухслойной ткани необходим для финишной обработки кромки. Придает блеск обработанной поверхности, очищает от загрязнений. 2 двигателя мощностью 0,37 кВт
9. Система автоматической смазки
направляющих всех подвижных узлов
 
10. Эргономичный интерфейс пульта
управления с 7-дюймовым сенсорным TOUCH-SCREEN дисплеем
Интерфейс работы интуитивно понятен и прост, информация о состоянии машины доступна с первого взгляда. Отображение процессов и диагностической информации.
11. Конвейер
Точное перемещение башмаков осуществляется за счет полукруглой направляющей прошедшую специальную термообработку.
Стабильная работа транспортировочного двигателя обеспечивается за счет плавного пуска и эклектического тормоза, в целях безопасности при аварийной остановке.
Скорость конвейера регулируется в диапазоне

|